

联系人:钱峰(总经理)
手 机:13851072989
手 机:15251134058
电 话:0515-88660980
传 真:0515-88662299
邮 箱:QF0980@126.com
网 址:www.ychyjxzz.com
地 址:江苏盐城市盐都区义丰工业园区

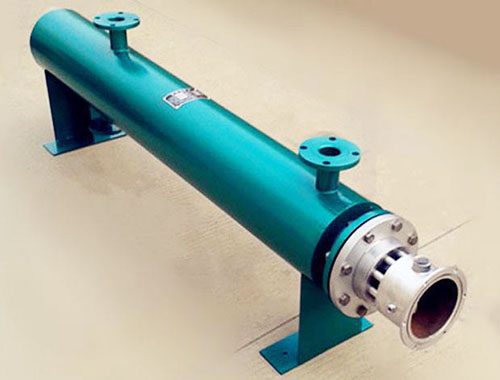
宁波导热油加热炉用于清洗化纤行业涤纶、丙纶、无纺布等行业的普通喷丝板、异形喷丝板、细旦丝板、组件壳体,也可用于清洗过滤芯。立式真空清洗炉利用化纤高分子聚合物在隔绝空气的真空状态和500℃左右的高温下裂解的原理制作而成。1.全自动化控制,自动阶段更容易升温。2.专业导热油加热炉适用于化纤行业的涤纶、腈纶和丙纶生产用的组件、喷丝板、过滤芯等清洁处理,也适用于塑料、电缆、纺织行业清洁之用。立式真空清洗炉利用高分子聚合为在300℃左右时可熔融,高于300℃隔绝空气可裂解焦化,高于400℃在有少量空气并有相对真空度的环境中可氧化的特性,先将粘有高分子污物的工件加热到300℃,使工件上数量较多的高分子聚合物溶化后流淌到炉膛下部的收集容器内,然后再将炉温升到400-500℃,同时打开真空泵,并通入少量新鲜空气,使剩余的聚合物充分氧化,生成的二氧化碳,经水喷淋后通过水环式真空泵抽吸,和水一起排出炉外。

导热油加热炉价格给大家介绍下真空清洗炉的步骤:1。仔细看一下真空清洗炉的产品说明书。2。打开垃圾收集箱,清理垃圾。3。打开炉门,放置清洗后的工件,将炉门和收集罐的柔性石墨密封圈放入罐内,然后分别锁紧炉门和收集罐,关闭炉门,关闭进气阀;4。打开进气总阀,将水压指示调至0.2兆帕左右,关闭电源总风开关。5。打开仪表开关,导热油加热炉价格按下泵启动按钮总开关,检查泵的旋转方向,调整真空泵补充水流量计;6。调整真空泵延迟启动时间和延迟关闭时间的继电器时间。关闭泵停止按钮,使真空泵主开关置于自动位置。7。根据清洗过程,根据真空清洗炉程序仪表PXR9的指令输入工作程序。8。催化仪表SV值设定在300~350 C。9。时间继电器设置;10。设置好各仪表参数后,打开加热总开关,开始进入加热状态。12。工作时远离炉盖和真空管道,防止烫伤。13。在加热过程中定期检查加热时间和进度。14。定期清洁真空管,以确保更好的真空度。15。编程仪器通常不需要每次使用后都重新编程。

专业导热油加热炉炉底的燃气协同燃烧机火嘴)喷出来高达hg多少米的火苗,导热油加热炉价格溫度高达hg1500~3000*C.关键以辐射源热传导的方法,将绝大多数发热量发送给辐射源室(又叫炉内)炉体(也叫辐射管)内流动性的柴油。烟尘顺着辐射源室升高到热对流室,溫度降至800~ 800°C。以对流传热的方法再次将-部分发热量发送给热对流室炉体内流动性着的柴油,真空泵烧网炉终溫竞降到150~ 350°C的烟尘从烟筒排**气。柴油则先进到热对流管再进到辐射管,连续不断消化吸收高溫烟尘发送给的发热量,逐渐上升到所须的溫度。
导热油加热炉价格除了在衣架和固定装置上连续增厚涂料外,衣架的物理特性不会改变。 铸铁和铝制零件的表面未与油漆或粉末涂料完全分开,从而损坏了钢。 专业导热油加热炉消除了湿帘喷涂柜的滤网和离心式叶轮对漆膜的粘附。 去除并去除电缆,电缆,变压器,电动机,包装和印刷滚筒上的绕组和有机化合物的粘附。 去除柴油机,传动轴,壳体,活塞环和其他零件上的有机化合物。

关于真空炉的安装会出现各种问题,宁波导热油加热炉如何安装才是正确的呢?一、安装真空炉石墨电热元件和水冷电极时,导热油加热炉价格应注意:1、拿石墨元件时要极为小心,以防损坏;2、要可靠地拧紧螺栓,以达到良好的电接触,不要用力太大,避免螺纹断扣。二、参照图纸提供的真空炉平面布置、安装位置和土建条件。选好设备永久安装地点并进行土建施工。安装地点应无烟尘污染,环境清洁,空气干燥,不应与其他设备等放在一起,保持室温10-35℃,地面平整光洁。三、按真空炉回充气体系统图将管路接至回充管路上,并建议提供纯度为99.99%的高纯度氮气作为回充气体。四、按水冷系统图,将进水管与排水管分别接到炉子的进、排水口上,提供压力为0.1-0.15MPa,温度不低于15℃,不高于30℃的水源,*提供循环水、防锈水。五、按真空系统图将真空系统定位,组装并与炉体连接。装配时把O型密封圈涂上一层薄薄的真空油脂,均匀地拧紧法兰。六、真空炉炉体和控制箱均接地,接地电阻≤4欧,仪表和真空计的规管电缆也应接地。

宁波导热油加热炉硬度不足:经分析认为,全纤维台车淬火炉使用了很久,虽然补充了一些数量,但其冷却能力已大大下降;另外真空清洗炉所用天车非淬火天车,运行速度较慢,从出炉到入油时间过长工件在入油前未能保持足够的淬火温度;两工件把合在一起,淬火截面积过大,冷却速度不够致使马氏体转变不充分,仍有较多的残余奥氏体等组织存在;工件装在料盘上,料盘的重量较大,冷却过程中要散发大量的热量,也影响工件冷却速度。以上原因导致工件的冷却过程不充分,专业导热油加热炉需淬火的表面未能形成足够的淬火马氏体组织,导致工件的表面硬度不足。变形问题:滑板在冷却过程中,需淬火的表由于为经渗碳处理,组要向马氏体转变;改进了工件把合的方法,把相互把合的两工件间先用套筒隔开,再把工件把合,使其间保持间隙 ,增加了淬火面积,减小了淬火的截面积,这样既保证了足够的冷却速度,又能使滑板的两个面均能与淬火油接触,做到工件的两面均匀冷却,减少热应力。


