

联系人:钱峰(总经理)
手 机:13851072989
手 机:15251134058
电 话:0515-88660980
传 真:0515-88662299
邮 箱:QF0980@126.com
网 址:www.ychyjxzz.com
地 址:江苏盐城市盐都区义丰工业园区

导热油炉多少钱特征在于:包括炉体、炉体支撑架以及上盖,采购导热油炉所述炉体设置在炉体支撑架上,所述炉体上端设有上盖,所述炉体下方设有加热装置,所述炉体支撑架上设有调节装置,所述调节装置与上盖相连;所述上盖内设有进水管道,所述上盖下端设有冷却管道,所述进水管道与冷却管道相连,所述冷却管道内壁设有夹层,所述炉体内侧设有支撑部件,所述支撑部件为“工字型”支撑部件;所述支撑部件包括底座、支撑杆以及支撑板,所述支撑板通过支撑杆与底座相连,所述底座设置在炉体内侧壁上;所述炉体左端设有进液口,所述进液口下端设有出液口,所述炉体下端设有废液出料口。
采购导热油炉冷却系统是真空炉的重要部分。冷却水路应保持畅透,否则水温升高造成停机。这是真空煅烧炉工作时常披忽视的问题当无人管理时可能会导致真空炉的重大毁坏。用生物分解化学辅助方法处理冷却水,目的是保持矿物质呈悬浮态,减少橡皮管、蛇形管和水套内沉淀物累积,以使水流畅通。导热油炉多少钱一般采用一种自动装置来完成,它可以监测水的导电性,自动补充化学剂,冲冼水路,添加新鲜水。与附属蒸气过滤系统配合,这种方法还可以保证水的pH值控制,防止在冷却水系统中多余矿物质沉积。在系统工作稳定后,至少应每月一次进行水质试验以防过处理或欠过理。真空炉外壳和热交换器材料的试验样品也应放在水路系统中,每年做一次重量损失检验以检查处理的效果。对扩散泵的蛇形管冷却器须特别注意。应该经常检查。如果堵塞了,扩散泵将会过热并丧失功能,而且还进一步引起扩散泵加热器烧毁,造成昂贵的、费时的修理。当蛇形冷却水管堵塞时,将水路同水源断开,排水并用压缩空气吹通或用稀醋酸溶液冲洗。

导热油炉多少钱给大家介绍下真空清洗炉的炉衬维护与保养:(1)真空清洗炉当炉壁出现纵向裂纹时,应采取缓慢升温方式,使裂纹弥合后再进行熔炼。(2)当炉壁出现横向裂纹时,导热油炉多少钱按实际情况可在横向裂纹内填上细粉耐火材料,然后进行加料熔化。(3)当炉底被侵蚀时,可用炉衬料进行修补,并在修补后用铁板覆盖,加金属炉料低功率熔化一段时间后再满功率熔化。(4)炉衬的维护与保养一般在冷炉情况下进行,炉子应采用自然冷却或水冷却系统冷却,不允许喷水冷却。(5)熔炼结束后出净铁液,为防止炉壁出现裂纹,应在炉口上加石棉板进行保温。(6)如长时间停炉,在下一次开炉时要缓慢升温熔化,使炉衬中的细小裂纹自行弥合。

导热油炉多少钱,炉口朝上立式安装在机架上,炉体上端部的炉腔竖壁成夹套中空,夹套中空腔壁顶部成环带状表面,环带状表面内沿装置有活动的隔热炉口盖,环带状表面外沿安装着能活动启闭的炉盖,炉盖为夹套中空,采购导热油炉中它与夹套中空的炉口顶部环带状表面接触部也成相互吻合的环带状表面,两环带状表面间加有真空密封垫圈,炉盖由活动紧固件与炉体密封紧固一起,炉体夹套中空腔壁以下的炉腔壁成单层,单层壁外围绝缘地绕装着若干组电加热炉丝,各组炉丝由微机控制工作的电加系统控制供电,炉丝外围填充保温材料并包加外壳,在绕装加热炉丝的炉腔壁下部腔内壁上设置有向炉腔内突的放置清洗物篮筐的支撑体,支撑体对称分布在与炉体竖轴线垂直的平面圆内,在支撑体以下的炉腔壁渐收成漏斗形,漏斗形下端汹同竖轴线地与落料管固连一起;

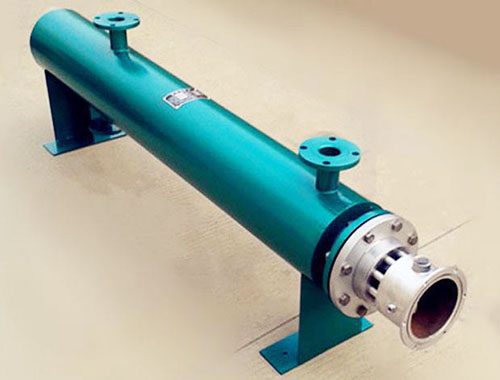
采购导热油炉是采用电加热,将有机热载体(导热油)加热,并通过高温油泵进行液相循环将加热后的导热油输送到用热设备,再由用热设备回到电热油炉加热,形成一个循环加热系统。该设备能在较低的运行压力下(<0.5MPa)获得较高的工作温度(≤350℃),当油温在350℃时,运行压力仅为水饱和蒸气压力的三十分之一,热效率可高达95﹪以上,并可进行稳定的加热和精确的温度调节(控温精度±1℃),电加热导热油炉具有超温报警、低油位报警、超压力报警功能,并具有防干烧和防爆安全措施。威海导热油炉操控体系温度记录选用温度记录仪,记录炉膛温度,真空烧网炉厂家热电偶为K型。炉膛测温补偿导线由仪表柜接至炉体热电偶内,由供方供给。操控执行体系选用大功率可控硅过零触发体系,配有散热器和全套风冷体系。同时配备有自动空气开关和快熔器作二级维护。各组电热元件设置电流表、电压表及电热元件的通断指示,具有通电连锁维护和安全接地措施。

威海导热油炉硬度不足:经分析认为,全纤维台车淬火炉使用了很久,虽然补充了一些数量,但其冷却能力已大大下降;另外真空清洗炉所用天车非淬火天车,运行速度较慢,从出炉到入油时间过长工件在入油前未能保持足够的淬火温度;两工件把合在一起,淬火截面积过大,冷却速度不够致使马氏体转变不充分,仍有较多的残余奥氏体等组织存在;工件装在料盘上,料盘的重量较大,冷却过程中要散发大量的热量,也影响工件冷却速度。以上原因导致工件的冷却过程不充分,采购导热油炉需淬火的表面未能形成足够的淬火马氏体组织,导致工件的表面硬度不足。变形问题:滑板在冷却过程中,需淬火的表由于为经渗碳处理,组要向马氏体转变;改进了工件把合的方法,把相互把合的两工件间先用套筒隔开,再把工件把合,使其间保持间隙 ,增加了淬火面积,减小了淬火的截面积,这样既保证了足够的冷却速度,又能使滑板的两个面均能与淬火油接触,做到工件的两面均匀冷却,减少热应力。


