

联系人:钱峰(总经理)
手 机:13851072989
手 机:15251134058
电 话:0515-88660980
传 真:0515-88662299
邮 箱:QF0980@126.com
网 址:www.ychyjxzz.com
地 址:江苏盐城市盐都区义丰工业园区

宿迁真空煅烧炉适用化纤行业的涤沦、锦沦和丙沦生产制造用的部件、喷丝板、过滤芯等清理解决,也适用塑胶挤压制造行业的磨具清理的用法。 真空煅烧炉厂家利用高分子材料高聚物在300度上下时可熔化,高过300度阻隔气体可裂解憔化,高过400度在有小量气体并有真空值的自然环境中可空气氧化的特点,先将粘有高分子材料废弃物的钢件加温到300度(依据加工工艺规定拟订),使钢件上总数较多的高分子材料高聚物熔融后流荡到炉内下边的搜集器皿内,随后再将温度控制升至 400-500度,一起开启机械泵,并进入小量空气清新,使剩下的高聚物充足空气氧化,转化成的CO2,经水自喷后根据水环真空泵抽食,和水一块儿排公布外。

专业真空煅烧炉炉底的燃气协同燃烧机火嘴)喷出来高达hg多少米的火苗,真空煅烧炉厂家溫度高达hg1500~3000*C.关键以辐射源热传导的方法,将绝大多数发热量发送给辐射源室(又叫炉内)炉体(也叫辐射管)内流动性的柴油。烟尘顺着辐射源室升高到热对流室,溫度降至800~ 800°C。以对流传热的方法再次将-部分发热量发送给热对流室炉体内流动性着的柴油,真空泵烧网炉终溫竞降到150~ 350°C的烟尘从烟筒排**气。柴油则先进到热对流管再进到辐射管,连续不断消化吸收高溫烟尘发送给的发热量,逐渐上升到所须的溫度。
真空煅烧炉厂家特征在于:包括炉体、炉体支撑架以及上盖,专业真空煅烧炉所述炉体设置在炉体支撑架上,所述炉体上端设有上盖,所述炉体下方设有加热装置,所述炉体支撑架上设有调节装置,所述调节装置与上盖相连;所述上盖内设有进水管道,所述上盖下端设有冷却管道,所述进水管道与冷却管道相连,所述冷却管道内壁设有夹层,所述炉体内侧设有支撑部件,所述支撑部件为“工字型”支撑部件;所述支撑部件包括底座、支撑杆以及支撑板,所述支撑板通过支撑杆与底座相连,所述底座设置在炉体内侧壁上;所述炉体左端设有进液口,所述进液口下端设有出液口,所述炉体下端设有废液出料口。

1、专业真空煅烧炉使用前必须可靠接地;2、真空煅烧炉厂家使用过程中遇到停电、断水、其它等问题应该关电源、水阀、不得打开炉门、控制柜下废料收集槽也不得打开(高温打开炉门料件与空气接触会爆燃起火);3、使用过程中,中途因故障暂停使用,应该关闭电源、水阀;不得打开炉门;等炉内温度降低到60℃以下方可打开炉门取出料件;4、料件清洗干净完成,才可拉开炉门自然冷却到60℃以下取出料件;特殊使用空间、地点应该在炉内自然冷却方可取出料件;5、清洗料件不同可根据经验设定温度;6、设备高温部位人员请勿触摸;炉门、真空泵上方管道及喷淋罐、辅助加热不得触摸;7、清出完成时应进气释放真空,应首先断电,再打开炉门取出料件,其次打开废料收集槽清洗;8、清洗完成,下次再清洗应首先清洗炉膛中间灰尘及铲除密封圈所沾上残渣;9、根据使用频率取出进水过滤器清洗,及拆卸真空泵查看情疏通保养;10、清洗完成取出料件时应料件不同使用夹具或耐高温防手套取出料件。大直径料件、超过料件、料件密集情况下取出料件人员应做好面部及上半身防护;11、清洗完程各种仪表开关必须复位;12、禁止带电检查设备电控系统及设备后面接线盒;13、非专业电工人员不得检查电器及带电部份;14、先期使用遇到问题建议先联系厂家,由技术员指导进行;15、由于用户人为原因操作造成设备问题、其他事故与厂家无关;

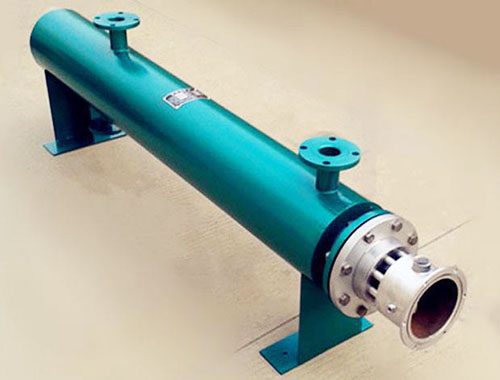
真空煅烧炉厂家,炉口朝上立式安装在机架上,炉体上端部的炉腔竖壁成夹套中空,夹套中空腔壁顶部成环带状表面,环带状表面内沿装置有活动的隔热炉口盖,环带状表面外沿安装着能活动启闭的炉盖,炉盖为夹套中空,专业真空煅烧炉中它与夹套中空的炉口顶部环带状表面接触部也成相互吻合的环带状表面,两环带状表面间加有真空密封垫圈,炉盖由活动紧固件与炉体密封紧固一起,炉体夹套中空腔壁以下的炉腔壁成单层,单层壁外围绝缘地绕装着若干组电加热炉丝,各组炉丝由微机控制工作的电加系统控制供电,炉丝外围填充保温材料并包加外壳,在绕装加热炉丝的炉腔壁下部腔内壁上设置有向炉腔内突的放置清洗物篮筐的支撑体,支撑体对称分布在与炉体竖轴线垂直的平面圆内,在支撑体以下的炉腔壁渐收成漏斗形,漏斗形下端汹同竖轴线地与落料管固连一起;

真空煅烧炉厂家给大家介绍下真空清洗炉的步骤:1。仔细看一下真空清洗炉的产品说明书。2。打开垃圾收集箱,清理垃圾。3。打开炉门,放置清洗后的工件,将炉门和收集罐的柔性石墨密封圈放入罐内,然后分别锁紧炉门和收集罐,关闭炉门,关闭进气阀;4。打开进气总阀,将水压指示调至0.2兆帕左右,关闭电源总风开关。5。打开仪表开关,真空煅烧炉厂家按下泵启动按钮总开关,检查泵的旋转方向,调整真空泵补充水流量计;6。调整真空泵延迟启动时间和延迟关闭时间的继电器时间。关闭泵停止按钮,使真空泵主开关置于自动位置。7。根据清洗过程,根据真空清洗炉程序仪表PXR9的指令输入工作程序。8。催化仪表SV值设定在300~350 C。9。时间继电器设置;10。设置好各仪表参数后,打开加热总开关,开始进入加热状态。12。工作时远离炉盖和真空管道,防止烫伤。13。在加热过程中定期检查加热时间和进度。14。定期清洁真空管,以确保更好的真空度。15。编程仪器通常不需要每次使用后都重新编程。


